
 Soonqian
SoonqianFlow Wrap Machine Working Principle
The working principle of a flow wrap packing machine is: first, an infeed conveyor spaces products at a specific pitch; second, a forming box (or shoulder) folds the film around the product; third, heated rollers create a longitudinal “fin seal” along the bottom; and finally, rotary crimpers or box-motion jaws perform the transverse end seal and cut, separating the individual packages. In modern servo-driven machines, this entire sequence is controlled by a PLC to ensure the film registration mark aligns perfectly with the product position, adjusting velocity in real-time to prevent empty bags or product cutting.
Below, we expand on the four critical mechanisms mentioned above that define the flow wrap machine working principle.
Product Infeed And Spacing
Everything starts with the feed conveyor belt. Here is the first key point of the entire synchronization control. Its core function is to form a specific and equivalent distance between products, which is called “pitch” in our industry.
- Pitch control: There is a chain on the equipment. The chain is equipped with some “push rods” or “push blocks”, which push the product forward. The distance between the two push rods defines the pitch of the package, which ensures that the length of the film occupied by each product is exactly the same. Of course, the more advanced equipment now uses a Smart Belt, which is more flexible to control.
- Synchronization: The spacing control here is definitely not set casually. The speed of the feed conveyor must be mechanically or electronically controlled to strictly match the conveying speed of the film and the speed of the cross-sealing knife. If the spacing of the products here is messed up, everything behind will not be discussed, and eventually either the material will be stuck or the products will be cut, resulting in defective products.

The Forming Box Function
Well, the product is now coming at equal intervals. The next step is to “wrap” it up. This is where the “forming” step in “forming-filling-sealing” takes place.
- Film folding: the entire roll of flat packaging film will pass through a specially designed metal part, that is, the “former”. As the film slides over the part, it is subtly bent into a hollow tube.
- Product entry: At the same time, the product pushed by the push rod is just fed into the newly formed film tube. The design of this former is very critical, and its size must strictly match the width and height of the product. In my opinion, when debugging equipment, the former is one of the first parts to pay attention to. If the selection is wrong, it will scratch the product if it is too tight, and the packaging will look loose and ugly if it is too loose.
Creating The Longitudinal “Fin Seal”
After the product enters the film tube, we must quickly seal the opening of this “tube.
- Heating roller: Just below the product, there are usually two to 3 sets of heated wheels, which pull the film forward while rotating. These wheels apply heat and pressure simultaneously, acting on the two edges of the film that meet at the bottom.
- Fin Seal: This action melts two film edges together to form a longitudinal seal that runs the entire length of the package. We usually call it “back seal”, technically called “fin seal”, because when it is just sealed, the extra sealing edge will stand up like a fish fin, and then it will be flattened by another of rollers and pasted on the packaging bag. This step is the basis for ensuring the airtightness of the package and is essential for products that need to be isolated from air.
Transverse Sealing And Cutting
The final mechanical step is given to what we often call the “end seal knife”, which determines the final length of each individual package.
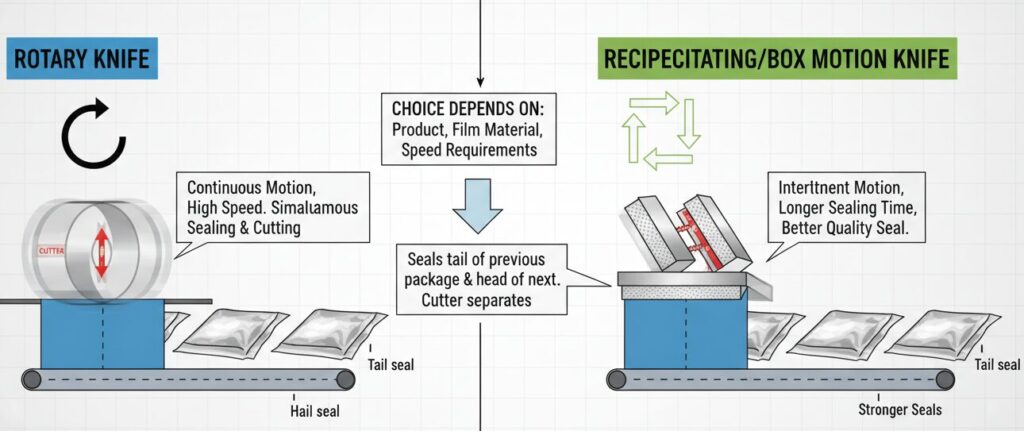
- Rotary vs. reciprocating: Depending on the type of equipment, this action can be completed by the “rotary knife seat” (rotating on a continuous circumference, very fast), or by the “reciprocating/box motion knife seat” (Moving on a square track can provide longer heat sealing time and better sealing quality) to complete. Which one to choose depends entirely on your product, packaging film material and speed requirements.
- Sealing and cutting are synchronized: the end seal holder actually does two things at the same time: when it is pressed together, it not only completes the “tail seal” of the previous package, but also completes the “head seal” of the latter package. at the same time, a cutter integrated in the middle of the holder will cut off the film from between the two seals. In this way, the continuous film tube is separated into individual, finished products.
Servo-Driven Control And PLC Logic
The mechanical actions mentioned above, if not coordinated by an intelligent control system, are scattered. The principle of modern pillow packaging machine is largely based on a powerful electronic control system.
- Prevent waste: This precise control brings some very practical functions, such as “No Product” . If the sensor in the feed section does not detect the product, the equipment will suspend the film feeding and end sealing action, which can not only avoid the production of empty bags, but also prevent the product from being cut by the knife due to dislocation.
- Film correction: packaging film will usually be printed with some small squares, we call “color mark” . The photoelectric sensor will read these marks, and then the PLC (programmable logic controller) will use these data to fine-tune the film feed speed. In my opinion, this is the soul of the efficiency and accuracy of the servo pillow charter. It ensures that the printed pattern and brand Logo are always accurately located in the center of the packaging.
- Real-time speed adjustment: The application of servo motors makes it possible to independently control the key parts of feeding, film pulling and cutting knives. If the system detects a slight deviation in the position of a product, it can instantly adjust the speed of the relevant servo motor to compensate. The whole process, in fact, is a dynamic, real-time closed-loop feedback control, the purpose is to ensure that each package is as perfect as possible.
Author: Jackson
I am a Senior Packaging Engineer with over a decade of experience in HFFS automation. I specialize in optimizing flow wrap systems, from mechanical synchronization to servo-driven PLC integration, helping manufacturers achieve maximum efficiency and packaging precision.
